Industrialiseringens påvirkning på produktion
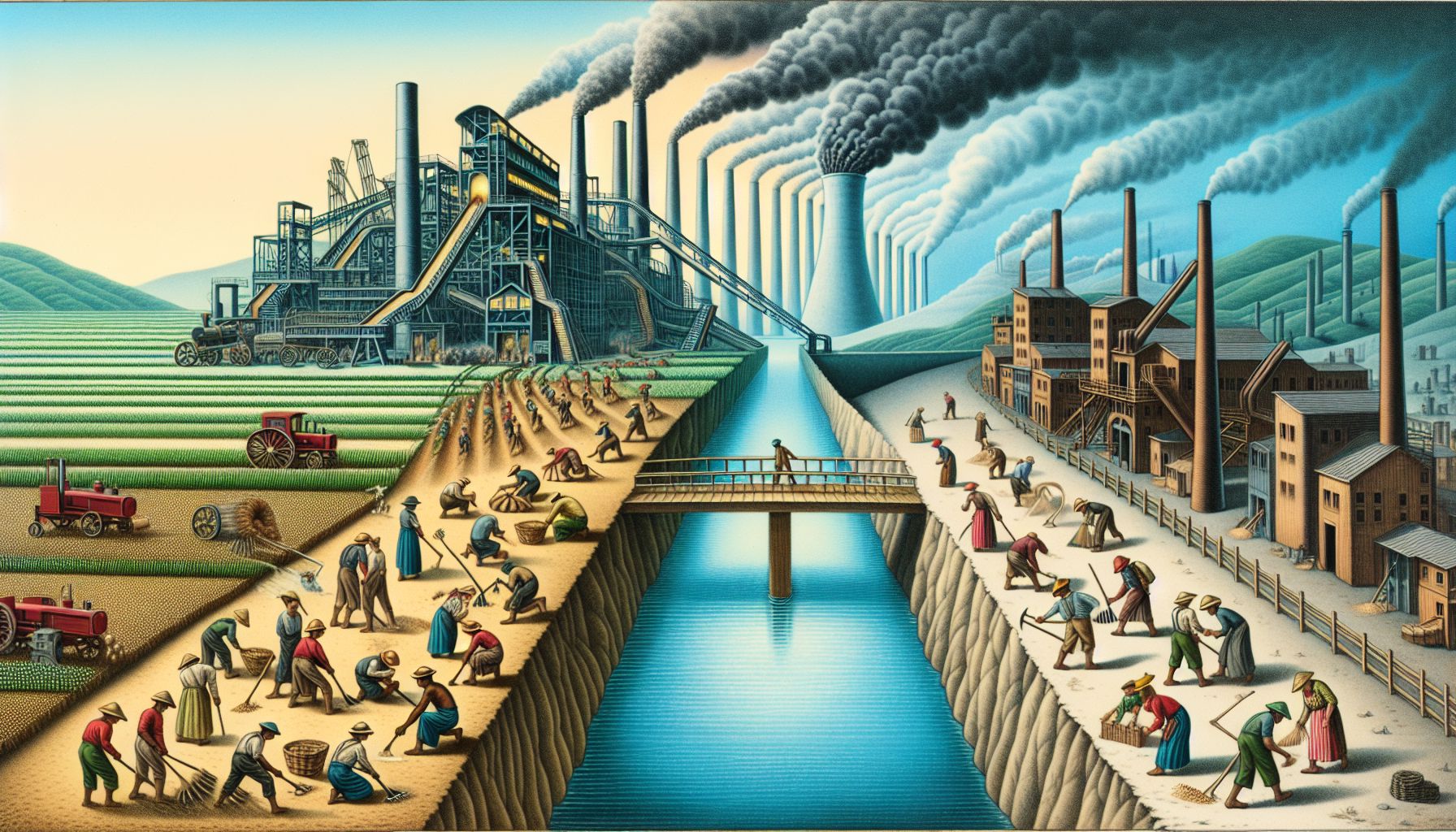
For århundreder siden krævede produktion håndkraft og lange timer med tungt arbejde. Men med industrialiseringens ankomst ændrede landskabet sig markant.…
Industrielle insigter og produktionsperspektiver
For århundreder siden krævede produktion håndkraft og lange timer med tungt arbejde. Men med industrialiseringens ankomst ændrede landskabet sig markant.…
Tænk dig tilbage til en tid, hvor industrien ikke havde overtaget vores verden. En tid, hvor produkter blev skabt med…
Landbruget er en afgørende sektor i Danmark, der spiller en væsentlig rolle i at opretholde vores fødevaresikkerhed og økonomiske udvikling.…
Hvordan ville vores verden se ud i dag, hvis det ikke var for industrialiseringen og den massive produktion, der følger…
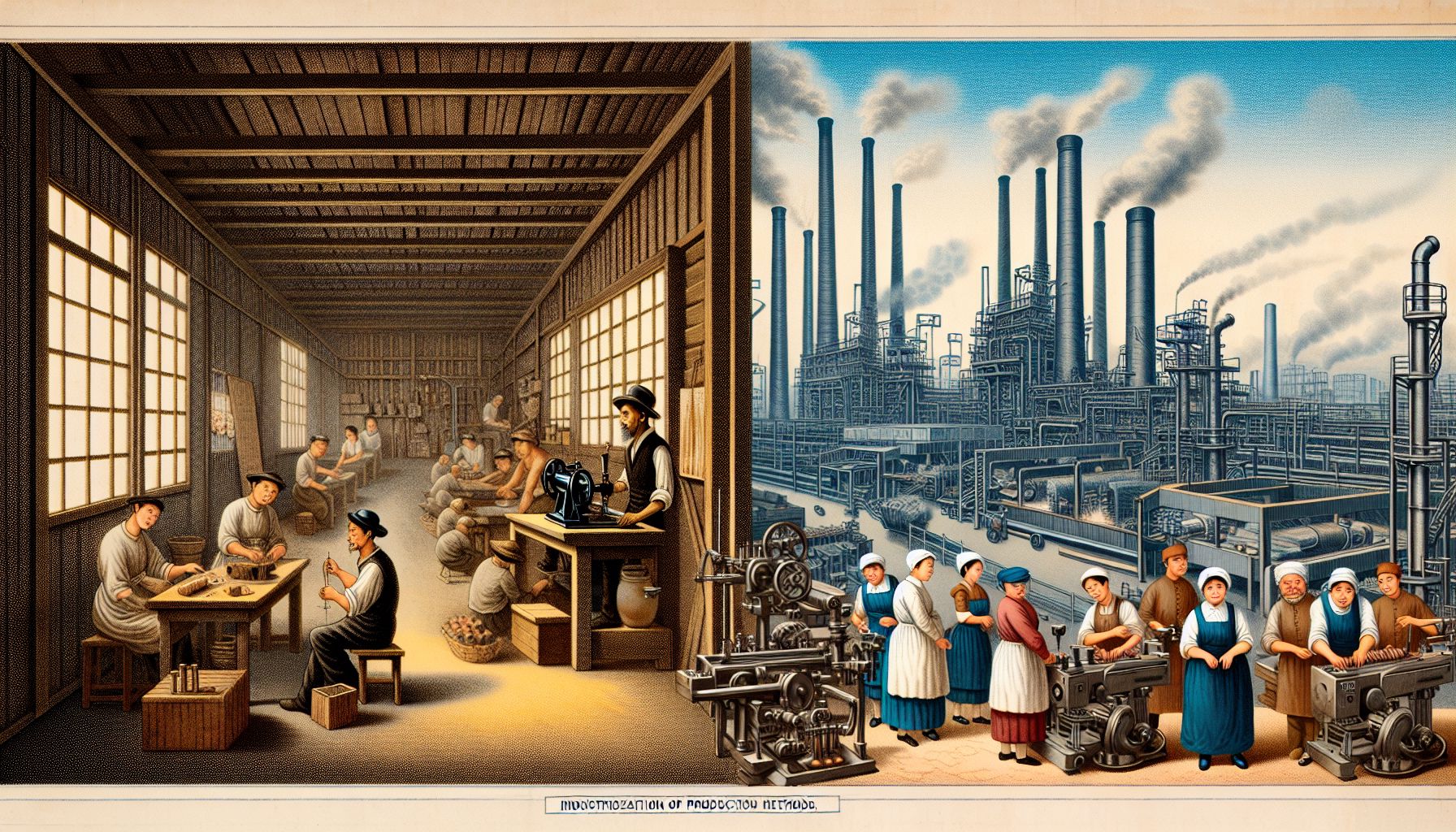
Hvad er egentlig industrialisering, og hvorfor er det så vigtigt for vores samfund? Industrialisering er en proces, hvor produktionen af…
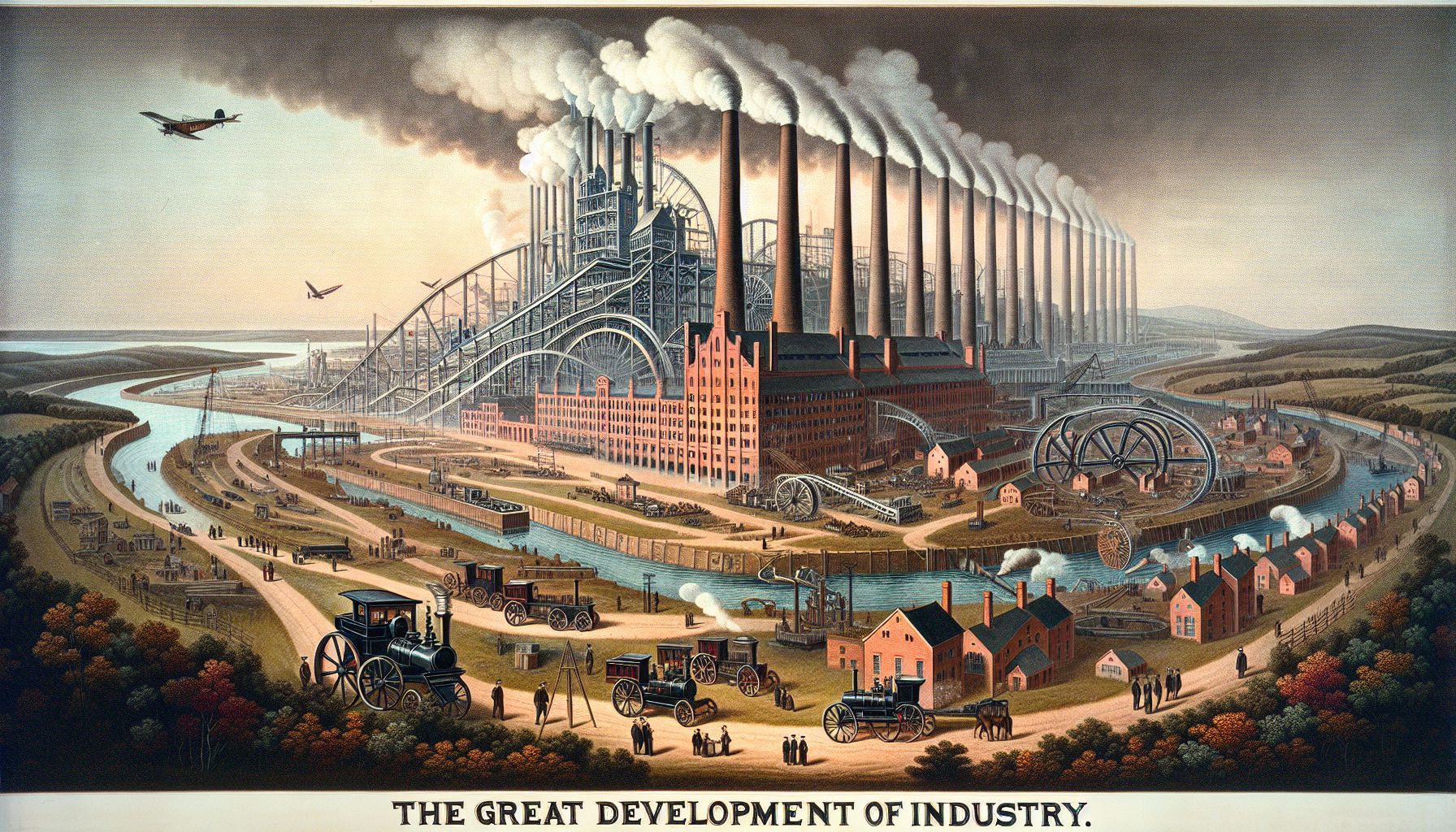
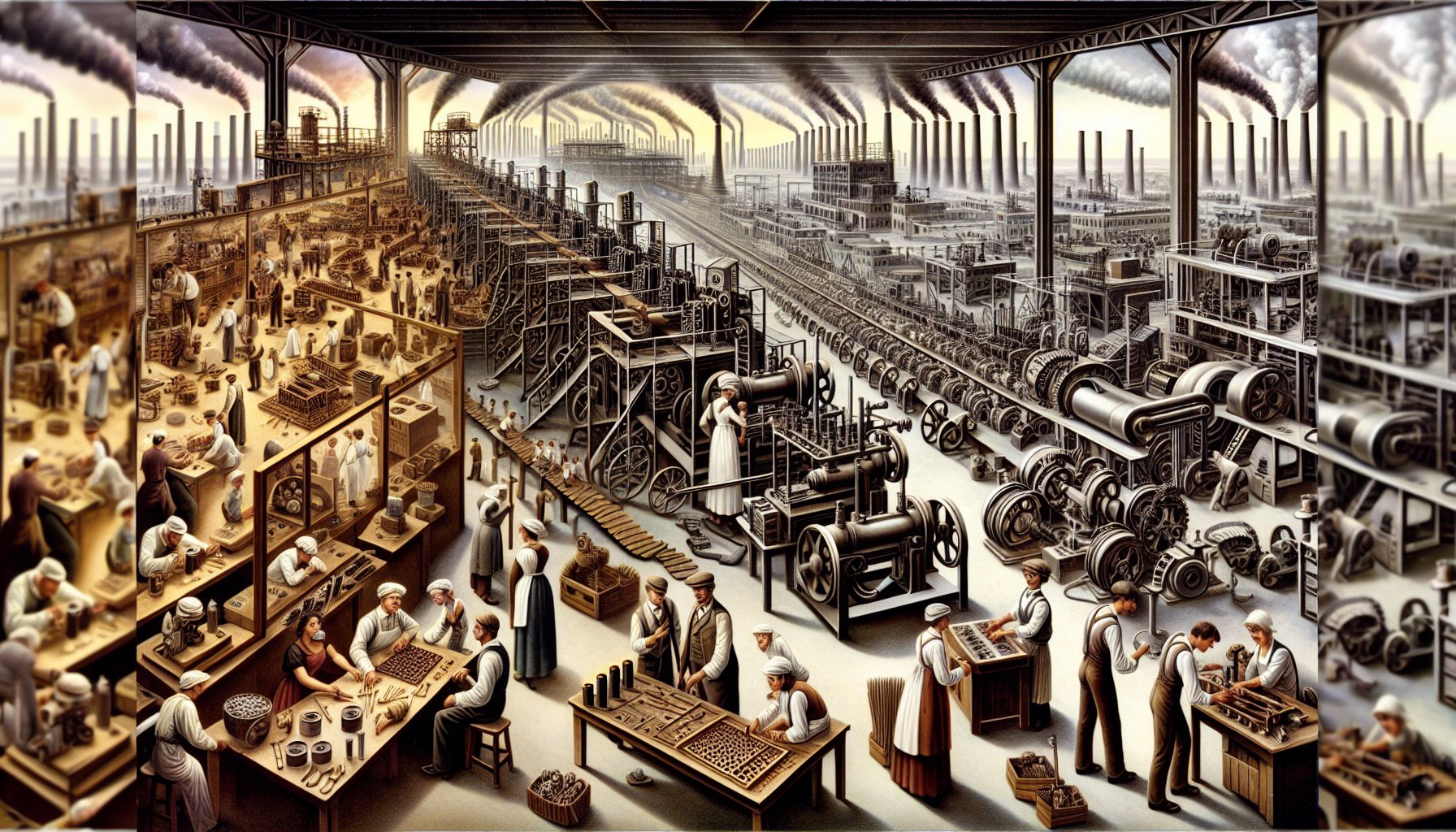
Industrialisering har spillet en afgørende rolle i udviklingen af samfundet og økonomien gennem århundreder. Denne proces har ikke kun ændret…
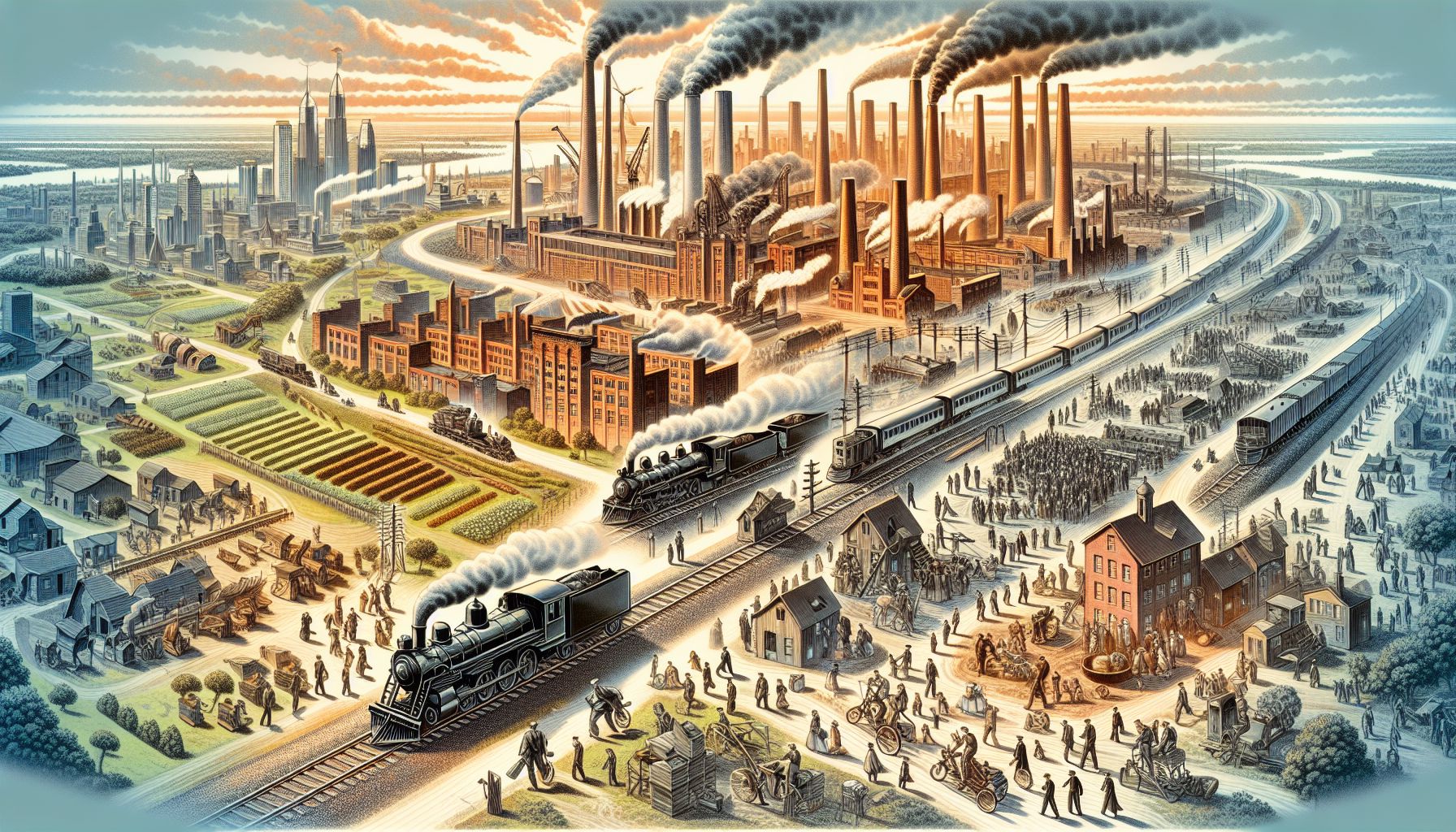
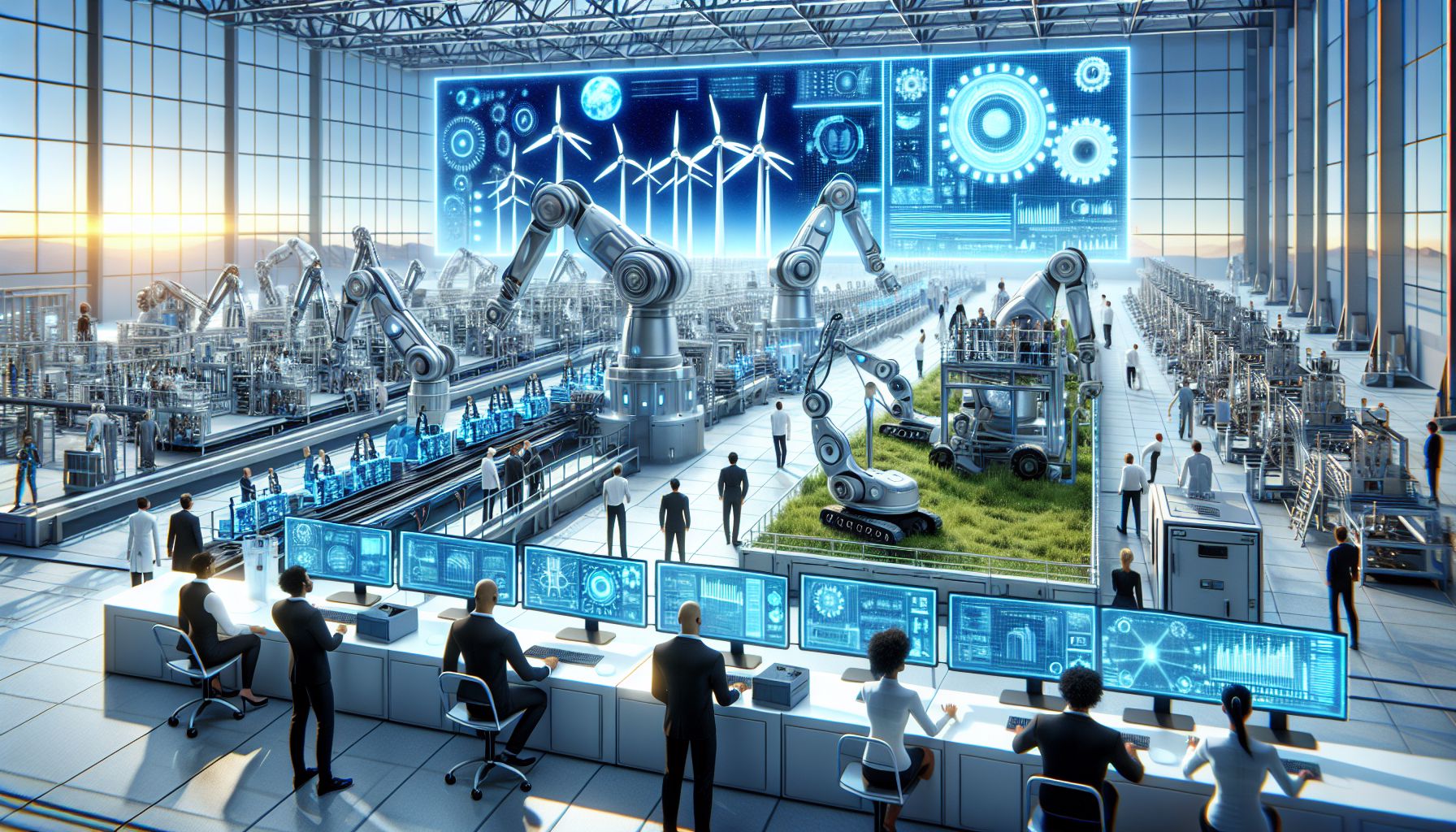
Industrien har undergået en enorm udvikling gennem årene, og produktionen af varer er i dag mere avanceret end nogensinde før.…
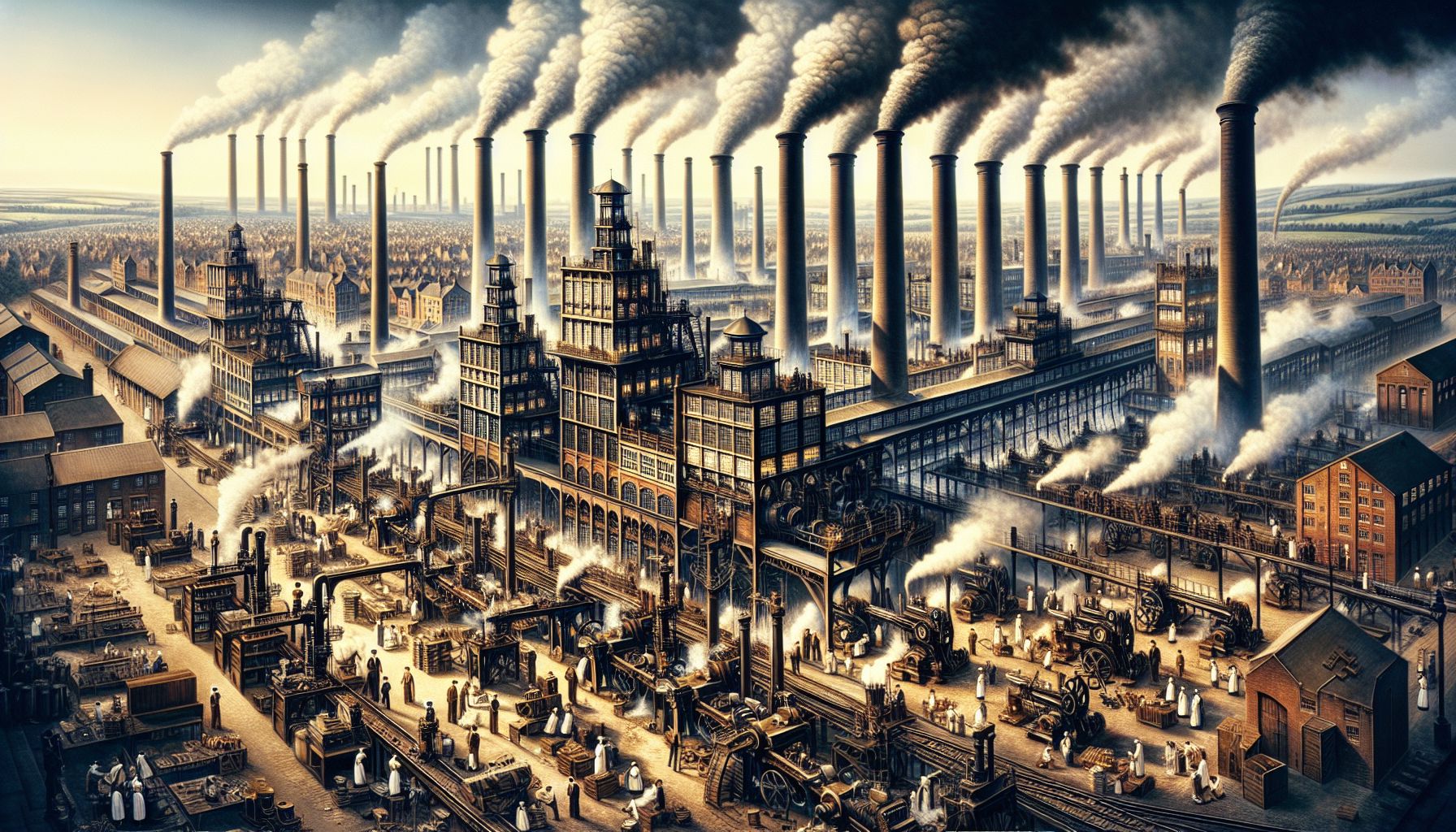
I dagens moderne samfund er industrialiseringen en integral del af vores produktionsprocesser. Fra fabrikslignerne i det 19. århundrede til de…
Industrialisering har været en af de største og mest indflydelsesrige begivenheder i menneskets historie. Det har ændret måden, vi producerer…
Industriel produktion har været en central del af vores samfund i årtier, og det ser ikke ud til at ændre…